
فهرست مطالب
این مقاله به طور اختصاصی توسط تیم صائین آریا آماده شده و هدف آن آموزش اپراتورهای سوراخکاری با دریل مگنت هستند. در این مقاله گام به گام نحوه کار با دریل مگنت را آموزش میدهیم و نکاتی تجربی را با شما در میان میگذاریم.
از آماده سازی دریل مگنت تا شروع سوراخکاری
گام اول: انتخاب مته گردبر مناسب (اندازه و نوع)
هنگام کار با دریل مگنت، انتخاب ابزار برش مناسب بر اساس اندازه سوراخ مورد نظر اهمیت بسزایی دارد. برای سوراخهایی با قطر بیش از 7/16 اینچ، معمولاً از متههای گردبر به همراه پین مرکزی استفاده میشود. این نوع متهها از یک دنباله ولدان بهره میبرند و بهطور خاص برای ایجاد سوراخهای تمیز و دقیق در فولاد طراحی شدهاند. پینهای مرکزی علاوه بر تسهیل در مرکز قرارگیری مته در ابتدای سوراخکاری، به خروج قطعه فولادی برش خورده پس از اتمام سوراخکاری نیز کمک میکنند.
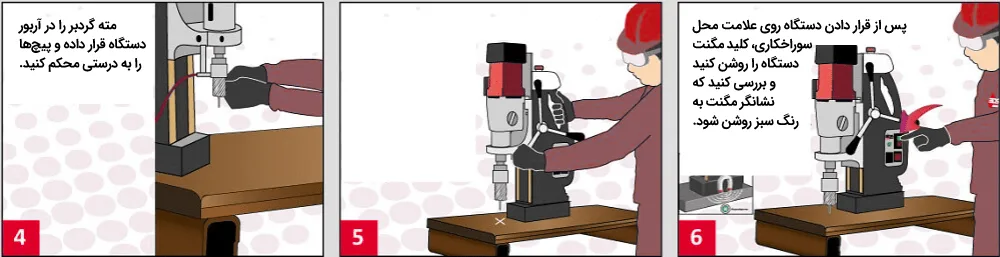
اطمینان حاصل کنید که مته گردبر انتخابی برای جنس قطعه کار شما مناسب بوده و اندازه آن با سوراخ مورد نظر یکسان باشد. همچنین، قبل از روشن کردن دستگاه، از محکم بودن مته در سه نظام اطمینان حاصل نمایید.
برای سوراخهایی با قطر کمتر از 7/16 اینچ، در صورت وجود آداپتور برای استفاده از سه نظام معمولی در دریل مگنت شما، میتوان از متههای مارپیچ استاندارد نیز استفاده کرد. این متهها به آسانی در دسترس بوده و برای طیف وسیعی از کاربردهای سوراخکاری مناسب هستند. با این حال، انتخاب مته مناسب با جنس قطعه کار ضروری است. برای برخی از فولادهای پرکربن یا سختتر، ممکن است به متههای با نوک کاربید تنگستن (TCT) نیاز باشد که در هر دو نوع مته مارپیچ استاندارد و گردبر موجود هستند. توجه داشته باشید که در صورت استفاده از دریل مگنت کوچک احتمالاً فضای کافی برای استفاده از سه نظام معمولی نخواهید داشت و اغلب این دریلها فقط برای استفاده از متههای گردبر طراحی شدهاند.
گام دوم: آمادهسازی پایه مگنت
در مرحله بعد، باید پایه مگنت دریل را آماده کنید. این قسمت از ابزار به سطحی که قرار است سوراخ شود متصل میگردد. دریلهای مگنت فقط برای استفاده روی فولاد آهنی (Ferrous Steel) طراحی شدهاند و به فلزات غیرآهنی مانند استیل ضد زنگ، چدن و غیره نمیچسبند. همچنین، استفاده از دریلهای مگنت روی ورقهای فلزی نازک توصیه نمیشود. این ابزارها برای استفاده روی فولاد استاندارد با ضخامت حداقل ¼ اینچ مناسب هستند، اما توجه داشته باشید که حداکثر چسبندگی تنها روی فولاد با ضخامت ۱ اینچ حاصل میشود. بنابراین، هرچه ضخامت قطعه کار کمتر باشد، میزان چسبندگی نیز کاهش مییابد.
قبل از اتصال پایه مگنت، اطمینان حاصل کنید که سطح مورد نظر صاف، تمیز و عاری از هرگونه آلودگی باشد. وجود هرگونه پوشش روی سطح فولاد میتواند بر میزان چسبندگی تأثیر منفی بگذارد. توصیه میشود برای دستیابی به حداکثر چسبندگی، هرگونه پوشش را پاک کنید. همچنین، لازم است که کل سطح پایه مگنت روی فولاد قرار بگیرد. قرارگیری جزئی پایه روی فولاد منجر به چسبندگی نامناسب و ایجاد یک وضعیت خطرناک خواهد شد.
پس از فعال کردن پایه الکترومغناطیسی، مطمئن شوید که بهطور محکم در جای خود قرار گرفته و در طول فرآیند سوراخکاری حرکت نخواهد کرد. در مورد دریلهای کوچکتر، ممکن است بتوان با فشار جانبی دریل را از محل چسبندگی جدا کرد که این امر طبیعی است. با این حال، نباید بتوانید دریل را با کشیدن مستقیم از بالا و به صورت عمودی از محل چسبندگی جدا کنید.
حتماً از زنجیر یا تسمه ایمنی که به همراه دریل ارائه شده است استفاده کنید تا در صورت قطع برق یا کاهش چسبندگی مغناطیسی، از سقوط دریل جلوگیری شود.
گام سوم: روشن کردن دریل مگنت
پس از اطمینان از محکم بودن مته و پایه مگنت، دریل را روشن کنید. با فعال شدن موتور، صدای آرامی خواهید شنید و مته با سرعت بالایی شروع به چرخش خواهد کرد.
گام چهارم: شروع سوراخکاری
پس از چرخش مته، میتوانید فرآیند سوراخکاری را آغاز کنید. با اعمال فشار آهسته و یکنواخت، مته را به داخل قطعه کار هدایت کنید و مراقب باشید که بهخصوص در ابتدای سوراخکاری، نیروی زیادی وارد نکنید. اجازه دهید دریل کار خود را انجام دهد و از اعمال فشار بیش از حد برای عبور مته از قطعه کار خودداری کنید.
گام پنجم: تنظیم سرعت و عمق سوراخکاری
اگر دریل شما دارای عملکرد تنظیم سرعت/دنده متغیر است یا بسته به جنس قطعهای که سوراخ میکنید، ممکن است تنظیم سرعت مزایایی داشته باشد. بهطور کلی، برای سوراخهایی با قطر بیش از 1-1/2 اینچ، استفاده از سرعتهای پایینتر باعث افزایش عمر مته و کاهش گشتاور وارد شده به دریل میشود. برای سوراخهایی با قطر بین 7/16 تا 1-1/2 اینچ، معمولاً یک دریل تک سرعته کافی خواهد بود.
گام ششم: خاموش کردن دریل و تمیزکاری
پس از اتمام سوراخکاری، دریل را خاموش کرده و محیط کار را تمیز کنید. پایه مگنت را از سطح جدا کرده و هرگونه براده یا آلودگی را از مته و سه نظام پاک کنید. دریل را در مکانی امن و مطمئن تا استفاده بعدی نگهداری کنید.





نحوه صحیح نصب مته گردبر بر روی دریل مگنتی
استفاده از دریل مگنت و متههای گردبر یکی از متداولترین روشها برای سوراخکاری دقیق در صنایع فلزی است. اما نکتهای که بسیاری از اپراتورها نادیده میگیرند، نحوه صحیح نصب مته گردبر روی دریل مگنت است. نصب اشتباه نه تنها میتواند باعث شکستن مته شود، بلکه به اسپیندل دستگاه شما نیز آسیب جدی وارد میکند.
برای نصب اصولی، مراحل زیر را با دقت دنبال کنید:
۱. باز کردن پیچهای نگهدارنده
ابتدا با استفاده از آچار آلن مناسب، دو عدد پیچی که روی ابزارگیر (Arbor) دریل مگنت قرار دارد را باز کنید.
نکته: نیازی نیست پیچها را کامل خارج کنید؛ فقط کافیست تا حدی باز شوند که شفت مته بتواند وارد ابزارگیر شود.
۲. جاگذاری پین پران (Pilot Pin)
این مرحله بسیار حیاتی است و گاهی فراموش میشود. قبل از قرار دادن مته داخل دستگاه، حتماً پین پران را داخل مته گردبر قرار دهید. این پین وظیفه مرکزای و خارج کردن پولکی ضایعات را بر عهده دارد.
۳. تراز کردن سطوح تخت (بسیار مهم)
مته را داخل ابزارگیر قرار دهید. اگر به انتهای مته (شفت) نگاه کنید، قسمتهای تراشخورده و تختی را میبینید (معمولاً در متههای استاندارد Weldon دو قسمت تخت وجود دارد).
مته را بچرخانید تا این سطوح تخت دقیقاً روبروی پیچهای آلن قرار بگیرند.
۴. بستن و محکم کردن پیچها
ابتدا یکی از پیچها را کمی سفت کنید تا مته در جای خود ثابت شود. سپس پیچ دوم را ببندید. در نهایت هر دو پیچ را تا حد امکان محکم کنید تا مته هیچگونه لقی نداشته باشد.
نصب متههای یونیورسال (Universal/Nitto)
برخی از متههای موجود در بازار دارای دنباله (Shank) از نوع یونیورسال هستند (که شیارها و سوراخهای بیشتری دارند). نصب این متهها یک نکته ظریف دارد که اگر رعایت نشود، دستگاه آسیب میبیند:
– تشخیص اشتباه: در متههای یونیورسال، ممکن است پیچ دستگاه به اشتباه وارد شیار منحنی یا قسمتهای غیر تخت شود.
– روش صحیح: هنگام سفت کردن پیچ روی متههای یونیورسال، حتماً دقت کنید که پیچ دقیقاً روی قسمت تختِ مخصوصِ پیچ بنشیند. اگر پیچ را روی قسمت اشتباه سفت کنید، هم مته کج بسته میشود و هم به سیستم ابزارگیر فشار وارد میشود.
انتخاب نوع گیربکس دریل مگنتی
وقتی صحبت از دریل مگنتی میشود، یکی از مهمترین اجزای این دستگاه گیربکس دریل مگنت است. به طور کلی، گیربکس دریل مگنتها به دو دستهی گیربکس روغنی و گیربکس گریسی تقسیم میشوند که هر کدام خصوصیات، مزایا و محدودیتهای خود را دارند.
نکتهای که در مورد دریل مگنتهای برند یوروبور اهمیت دارد این است که هر زمان در نام مدل حرف Sوجود داشته باشد، به این معناست که دستگاه از گیربکس روغنی استفاده میکند؛ در غیر این صورت، گیربکس آن گریسی است.
۱. روانکاری و استهلاک
– در گیربکس روغنی به دلیل سیال بودن روغن، روانکاری به شکل یکنواختتر و کاملتر انجام میشود. این موضوع باعث میشود استهلاک دندهها کمتر باشد و عمر مفید دستگاه افزایش پیدا کند.
– در مقابل، گیربکس گریسی به دلیل جامدتر بودن روانکار، روانکاری ضعیفتری دارد و در درازمدت ممکن است استهلاک بیشتری ایجاد شود.
۲. کنترل حرارت و خنککاری
– گیربکس روغنی توانایی انتقال و پخش حرارت را دارد و مانع از بالا رفتن بیش از حد دما در حین کار میشود؛ بنابراین برای کارهای سنگین و طولانی بسیار مناسب است.
– گیربکس گریسی چنین قابلیتی ندارد و در شرایط کاری سخت، حرارت بیشتری در قطعات جمع میشود.
۳. وزن دستگاه
– دریل مگنتهای گیربکس گریسی اغلب وزن کمتری دارند و برای کاربرانی که حملونقل مداوم دارند یا به دستگاه سبکتر نیاز دارند، گزینهی بهتری محسوب میشوند.
– مدلهای گیربکس روغنی معمولاً سنگینترند.
۴. قیمت خرید
– به طور کلی، دریل مگنتهای گیربکس روغنی به دلیل کیفیت بالاتر، سیستم روانکاری و خنککاری بهتر، قیمت بیشتری دارند.
– گیربکس گریسی اقتصادیتر است و برای پروژههایی که نیاز به دستگاه سبکتر با هزینهی پایینتر دارند، انتخاب مناسبی است.
۵. نگهداری و سرویس دورهای
– گیربکس روغنی نیاز به بررسی سطح روغن و گاهی تعویض یا شارژ دارد. همچنین در صورت خرابی آببندی، احتمال نشتی وجود دارد.
– گیربکس گریسی معمولاً بدون سرویسهای دورهای کار میکند و تا زمانی که گریس خشک نشود یا آسیب جدی وارد نشود، نیاز به رسیدگی خاصی ندارد.
۶. مقاومت در برابر نشتی
– در گیربکس روغنی به خاطر سیال بودن روغن، در صورت خرابی اورینگ یا آببندی، امکان نشتی وجود دارد.
– در گیربکس گریسی این احتمال بسیار کمتر است.
۷. طول عمر قطعات گیربکس
– به دلیل روانکاری بهتر و خنککاری مؤثر، قطعات گیربکس روغنی (مثل دندهها و یاتاقانها) معمولاً عمر طولانیتری دارند.
– در گیربکس گریسی به دلیل اصطکاک بیشتر، استهلاک سریعتر اتفاق میافتد.
پس در انتخاب بین دریل مگنت گیربکس روغنی و دریل مگنت گیربکس گریسی کاملاً به نوع کاربری شما بستگی دارد:
– اگر به دنبال دوام بالاتر، کار در شرایط سنگین و طولانی، و روانکاری بهتر هستید، انتخاب ایدهآل شما دریل مگنت گیربکس روغنی خواهد بود.
– اگر برایتان وزن کمتر، حملونقل راحتتر و قیمت اقتصادیتر اهمیت دارد، دریل مگنت گیربکس گریسی انتخاب مناسبتری است.
شرکت صائین آریا انواع دریل مگنت چه با گیربکس گریسی و چه روغنی را عرضه میکند. علاوه بر این، خدمات تخصصی تعمیر دریل مگنت نیز در این مجموعه ارائه میشود. کافیست اگر دریل مگنت شما هرگونه مشکلی در گیربکس یا سایر بخشها پیدا کرد، با کارشناسان صائین آریا تماس بگیرید. بررسی اولیه دستگاه به صورت رایگان انجام میشود و پس از تایید هزینه، تعمیرات تخصصی و اصولی صورت خواهد گرفت.
مراحل گامبهگام تنظیم ریل دریل مگنت
آیا تا به حال برایتان پیش آمده که هنگام کار با دریل مگنت، وقتی دسته را رها میکنید، موتور دستگاه خود به خود پایین بیاید و سر جایش نماند؟ این یکی از مشکلات رایج در دریلهای مغناطیسی است که میتواند هم خطرناک باشد و هم دقت سوراخکاری را کاهش دهد.
مشکل اصلی زمانی خود را نشان میدهد که شما دسته اهرم دریل را رها میکنید و وزن موتور باعث میشود اسپیندل به سمت پایین سر بخورد. این اتفاق نشاندهنده خرابی دستگاه نیست؛ بلکه نشان میدهد که ریل و اسلاید (Rail and Slide) دستگاه از تنظیم خارج شدهاند و اصطکاک لازم برای نگه داشتن وزن موتور را ندارند.
برای سفت کردن و تنظیم حرکت موتور روی ریل، مراحل زیر را با دقت انجام دهید:
۱. شناسایی پیچهای تنظیم
در قسمت کناری بدنه دستگاه (روی ریل)، تعدادی پیچ آلنی وجود دارد که وظیفه آنها تنظیم فشار وارده بر اسلاید دستگاه است. این پیچها مسئول کنترل روانی و سفتی حرکت موتور هستند.
۲. سفت کردن پیچها
با استفاده از آچار آلن، پیچهای کنار ریل را کمی سفت کنید.
نکته مهم: پیچها را باید تا جایی سفت کنید که بسته شوند، اما نباید بیش از حد به آنها فشار بیاورید.
۳. تست حرکت دسته
پس از سفت کردن پیچها، دسته دریل را بچرخانید تا موتور بالا و پایین برود. هدف ما رسیدن به حالت تعادل است:
حرکت یکنواخت: حرکت موتور باید نرم و بدون گیر کردن باشد.
ثبات موتور: وقتی دسته را رها میکنید، موتور باید دقیقاً در همان نقطه بایستد و پایین نیاید.
۴. بررسی نهایی
پیچ آخر را چک کنید و مطمئن شوید که تمام پیچهای ریل به یک اندازه تنظیم شدهاند. اگر با رها کردن دسته، موتور سر جای خود باقی ماند، تبریک میگوییم! شما با موفقیت دستگاه را تعمیر کردید.







